填料
填料是添加到黏合剂(树脂、热塑性塑料、水泥)中以制备复合材料的颗粒材料。填料可以改善制品的特定性能或降低产品成本。[1]
粗填料(如建筑骨料和鋼筋)主要用于建筑工业,制造灰泥、砂浆和混凝土。
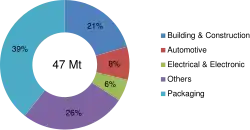
粉末状填料常与弹性体和塑料混合使用。[2]全球每年有超过5300万吨填料(总价值约180亿美元)用于纸张、塑料、橡胶、油漆、涂料、黏合剂和密封料的生产。填料生产商超过700家,填料已成为世界主要原料之一,广泛存在于各种日常消费品中。最常用的填料包括重质碳酸鈣(GCC)、沉淀碳酸钙(PCC)、高岭土、滑石和炭黑。[3]
填料可以影响材料的抗拉强度、韧性、耐热性、颜色和透明度等,可用于改变或增强材料性能,或作为改善和控制加工特性的手段。[4]使用填料的另一个原因是可以通过用廉价填料代替部分昂贵的核心材料来降低成本。
塑料中使用的填料大多是矿物或玻璃基填料。[5]微粒和纤维是填料的两大子类。微粒是混合在基体中的微小填料颗粒,其尺寸和长径比至关重要。纤维是细长的圆形链,长度可以很长,且具有极高的长径比。[6]
类型

碳酸钙(CaCO3)
在塑料工业中常被称为“白垩”,碳酸钙源自石灰石和大理石,广泛应用于包括聚氯乙烯(PVC)和不饱和聚酯在内的多种领域。制造复合材料时,的添加量可高达90%。这些添加剂可以通过降低冷却速率来提高成型生产率。它们还能提高材料的工作温度并为电线提供绝缘。[7]

在填充母料中作为基材占很大比例。含量达97%的碳酸钙粉末能使白色或不透明制品获得更高的白度,从而减少白色母料的使用量。在含量较低时,碳酸钙粉末可用于彩色制品。此外,它还能使塑料成品表面更加明亮光泽。[8]
高岭土在塑料中主要利用其抗粘连特性,并在激光打标中作为红外吸收剂。[7]它能增加冲击强度和耐热性。偏高岭土用于稳定PVC。[7]研究还表明,高岭土能提高耐磨性,可代替炭黑作为填料,并改善玻璃增强物质的流动特性。[7]
氢氧化镁(滑石粉)

滑石是一种柔软的矿物,通常比碳酸鈣昂贵。它由氢氧化镁层与二氧化硅层交替组成。在塑料工业中,由于其长期热稳定性,被用于包装和食品应用。[7][6]
硅灰石(CaSiO3)
硅灰石具有针状结构,具有较高的比重和硬度。这种填料可以改善含水量、磨损抗性、热稳定性以及高介電强度。硅灰石与云母、滑石等片状填料竞争,在生产热塑性塑料和热固性塑料时也可用来代替玻璃纤维。[6]
玻璃

玻璃填料具有多种形式:玻璃珠、短玻璃纤维和长玻璃纤维。按吨位计,它是塑料中最常用的填料。[6]玻璃纤维用于增加热塑性塑料或热固性塑料的机械性能,如弯曲模量和抗拉强度。通常添加玻璃作为填料并无经济效益。在基体中使用玻璃的一些缺点包括表面质量差、熔融时黏度高、可焊性差以及容易翘曲。[6]添加玻璃珠有助于吸油性和耐化学性。[7]
粉煤灰
燃煤和油页岩粉煤灰已用作热塑性塑料的填料,可应用于注射製模。[9]
纳米填料
纳米填料的粒径小于100纳米。它们具有高长径比,主要用作耐刮擦和防火填料。[5]纳米填料可分为纳米片、纳米纤维和纳米颗粒三类。纳米颗粒的应用比纳米片和纳米纤维更广泛,但纳米片的使用也开始增加。纳米片类似于滑石和云母等传统片状填料,但厚度要小得多。添加纳米填料的优点包括形成气体阻隔和阻燃特性。[6]
聚合物泡沫珠
聚合物泡沫珠的堆积密度可低至0.011 g/cm³,粒径范围从45微米到8 mm以上。在配方体系中使用聚合物泡沫珠的常见缺点包括静电、耐温性和耐化学性限制,以及由于其极低的堆积密度而难以在体系内实现均匀混合。然而,通过配方改进、添加剂和其他表面处理,这些限制大部分可以被克服。尽管存在挑战,但在需要减轻成品重量或节省成本时,仍可将聚合物泡沫珠添加到配方体系中。
砌体填料
砌体填料(Masonry filler)实际上是一种被称为“填料”的复合材料,用于修复墙壁的裂缝和孔洞。它通常由水泥、熟石灰和细骨料作为填料制成。[10]
天然聚合物
多种天然高分子可用作填料。已知的例子包括纤维素纤维、木粉和木纤维、亚麻、棉花、剑麻以及淀粉。[4]
其他填料
混凝土填料被称为建筑骨料,包括砾石、石块、沙子和鋼筋。砾石、石块和沙子用于降低混凝土成本。钢筋用于强化混凝土。[11]
| 填料类型 | 密度(g/cm³) | 莫氏硬度 | 平均尺寸(微米) | 长径比/形状 |
|---|---|---|---|---|
| 碳酸钙 | 2.7 | 3-4 | 0.02-30 | 1-3 块状 |
| 滑石 | 2.7-2.8 | 1 | 0.5-20 | 5–40 片状 |
| 硅灰石 | 2.9 | 4.5 | 1-500 | 5–30 纤维状 |
| 云母 | 2.8-2.9 | 2.5-4 | 5-1000 | 20–100 片状 |
| 高岭土 | 2.6 | 2 | 0.2-8 | 10–30 片状 |
| 二氧化硅(沉淀) | 1.9-2.1 | 5.5 | 0.005-0.1 | ~1 圆形 |
| 炭黑 | 1.7-1.9 | 2-3 | 0.014-0.25 | ~1 圆形 |
| 白云石 | 2.85 | 3.5-4 | 1-30 | ~1 圆形 |
| 硫酸钡 | 4.0-4.5 | 3-3.5 | 0.1-30 | ~1 圆形 |
| 氢氧化铝(ATH) | 2.42 | 2.5-3 | 5-80 | 1–10 片状 |
| 氢氧化镁(MDH) | 2.4 | 2.5-3 | 0.5-8 | 1–10 片状 |
| 硅藻土 | 2-2.5 | 5.5-6 | 4-30 | 2–10 盘状 |
| 磁铁矿/赤铁矿 | 5.2 | 5.5-6 | 1-50 | ~1 块状 |
| 埃洛石 | 2.54 | 2.5 | 1-20 | 5–20 管状 |
| 氧化锌 | 5.6 | 4.5 | 0.05-10 | 1 圆形 |
| 二氧化钛 | 4.23 | 6 | 0.1-10 | 1 圆形 |
机械性能
抗拉强度
抗拉强度是评价填料最常用的方法。复合材料的抗拉强度可以通过下式计算:

其中
- = 复合材料的抗拉强度
- = 聚合物基体的抗拉强度
- = 填料的体积分数
- 是取决于填料类型的常数。与应力集中有关,且基于填料的黏附特性。通常为0.67。和是与粒径成反比的常数。[13]








弹性模量

其中:
- = 未填充树脂或粘结剂的模量
- = 填料浓度


填料添加量较少的聚合物紧密遵循此方程。通常,添加填料会增加模量。添加碳酸钙和滑石会增加弹性模量,而添加弹性填料可能会略微降低该值。填料由于其刚度或刚性以及与聚合物基体的良好黏附性而增加了模量。[13]
冲击强度(韧性)
填料通常会提高抗冲击性。提高抗冲击性的贡献因素包括粒径、颗粒形状和颗粒刚性。由于長寬比大,纤维对冲击强度的提升最为明显。低硬度填料会降低冲击强度。在特定范围内,粒径可以根据填料的不同而增加冲击强度。[13]
耐磨性
塑料材料的損蝕体积()计算如下:


其中:
- K = 比例常数
- P = 力
- E = 模量
- D = 滑动距离
- W = 负荷
- = 层间剪切强度

基体和填料共同对耐磨性做出贡献。通常选择填料是为了降低材料的摩擦系数。粒径和形状是影响因素。较小的粒径可增加耐磨性,因为它们产生的碎屑较少。二氧化硅、氧化铝、二硫化钼和石墨粉是提高耐磨性的常用填料。[13]
抗疲劳性
填料对疲劳抗性的影响可能是负面的也可能是正面的,取决于填料的类型和形状。填料通常会在基体中产生微小的断点,这可能导致裂纹萌生。如果填料是脆性的,抗疲劳性会降低;而如果填料具有很好的延展性,复合材料将具有抗疲劳性。黏附力也是影响抗疲劳性的重要因素。如果应力高于颗粒的粘附力,就会形成或扩展裂纹。由于纤维端部应力高且粘附力较低,裂纹最常在这些部位萌生。滑石是一种可用于增加抗疲劳性的填料。[13]
热变形
填料对结晶聚合物的热变形有很大影响。无定形聚合物受填料的影响可以忽略不计。添加玻璃纤维最常用于偏转热量。在某些基材中,碳纤维的表现被证明优于玻璃纤维。通常,纤维材料比颗粒填料更能有效地偏转热量。[13]
爬行
填料对抗蠕变性有巨大影响。下式描述了填充材料的蠕变应变:[13]

其中
- = 填充聚合物的应变
- = 基体或未填充聚合物的应变
- = 基体的杨氏模量
- = 填充聚合物的杨氏模量




填料与基体结合得越好,抗蠕变性就越强。许多相互作用都会产生正面影响。在某些材料中,玻璃珠和纤维都已被证明能改善抗蠕变性。氧化铝对抗蠕变性也有正面效果。吸水性会降低填充材料的抗蠕变性。[13]
塑料填料的可焊性
添加填料会显著影响塑料的可焊性,也取决于所使用的焊接工艺。对于超声波焊接,碳酸钙和高岭土等填料可以增加树脂传递超声波的能力。[14]对于电磁焊接和热板焊接热板焊接,添加滑石和玻璃纤维会使焊接强度降低多达32%。[15]与整体材料相比,焊接后塑料的强度会随着基体中填料含量的增加而降低。使用磨蚀性填料可能会影响焊接工具。磨蚀性填料会加速焊接工具的退化,例如与塑料接触的超声波焊头表面。测试填料可焊性的最佳方法是将焊接强度与树脂强度进行比较。[16]由于许多填料含有不同含量的添加剂,会改变其机械行为,因此也可能难以实现。[16]
填料在塑料工业中的应用
填料广泛应用于塑料制品的生产过程,用以改性原始塑料的性能。通过使用塑料填料,制造商可以节省生产成本并减少原材料消耗。
填充母料在改善塑料物理性能方面的重要性不言而喻,特别是在降低成本和提高生产效率方面。
相关
参考
- ^ Pelzl, Bernhard; Wolf, Rainer; Kaul, Bansi Lal, Plastics, Additives, Wiley-VCH Verlag GmbH & Co. KGaA: 1–57, 2018-07-16 [2026-04-25], ISBN 978-3-527-30673-2, doi:10.1002/14356007.a20_459.pub2 (英语)
- ^ Fillers Market Report: Global Industry Analysis, 2024. www.ceresana.com. [2019-02-14]. (原始内容存档于2022-05-05).
- ^ Market Study: Fillers (3rd edition). Ceresana. January 2014 [7 September 2015]. (原始内容存档于2022-07-03).
- ^ 4.0 4.1 Xanthos, Marino. Functional Fillers for Plastics 2nd ed. Hoboken: John Wiley & Sons, Incorporated. 2010. ISBN 978-3-527-32361-6.
- ^ 5.0 5.1 Shrivastava, Anshuman. Introduction to Plastics Engineering. William Andrew. 2018-05-15. ISBN 9780323396196.
- ^ 6.0 6.1 6.2 6.3 6.4 6.5 Gilbert, Marianne. Brydson's Plastics Materials. William Andrew. 2016-09-27. ISBN 9780323370226.
- ^ 7.0 7.1 7.2 7.3 7.4 7.5 Murphy, John, Modifying Specific Properties: Mechanical Properties – Fillers, Additives for Plastics Handbook, Elsevier: 19–35, 2001 [2019-02-14], ISBN 9781856173704, doi:10.1016/b978-185617370-4/50006-3
- ^ European Plastic, Company. About Calcium Carbonate in filler masterbatch. June 5, 2019.
- ^ Krasnou, I. Physical–mechanical properties and morphology of filled low-density polypropylene: Comparative study on calcium carbonate with oil shale and coal ashes. Journal of Vinyl and Additive Technology. 2021, 28: 94–103. S2CID 244252984. doi:10.1002/vnl.21869
 .
.
- ^ Buildbase https://www.buildbase.co.uk/link/1/3434147_31669_t.pdf
- ^ Filler materials Used In Concrete. www.engineeringcivil.com. 16 March 2008 [2019-04-03].
- ^ Functional Fillers and Specialty Minerals for Plastics. Phantom Plastics. [2019-02-20].
- ^ 13.00 13.01 13.02 13.03 13.04 13.05 13.06 13.07 13.08 13.09 13.10 Wypych, George. (2016). Handbook of Fillers (4th Edition) - 8. The Effect of Fillers on the Mechanical Properties of Filled Materials. ChemTec Publishing. Retrieved from https://app.knovel.com/hotlink/pdf/id:kt00CQMQQ7/handbook-fillers-4th/effect-fillers-mechanical
- ^ Malloy, Robert A. Plastic Part Design for Injection Molding. Plastic Part Design for Injection Molding: An Introduction. 2010-10-07: I–XIV. ISBN 978-3-446-40468-7. doi:10.3139/9783446433748.fm.
|journal=被忽略 (帮助) - ^ ANTEC® 2011. Plastics Engineering. April 2011, 67 (4): 25. ISSN 0091-9578. doi:10.1002/j.1941-9635.2011.tb01931.x.
- ^ 16.0 16.1 PDL Staff, Vibration Welding, Handbook of Plastics Joining, Elsevier: 15–27, 1997 [2019-02-15], ISBN 9781884207174, doi:10.1016/b978-188420717-4.50005-1